
目次
焼印について!
地球環境の激変による環境への配慮等により、少しでも環境負荷を減らすためにパッケージ、製品等に印刷物ではなく焼印を入れるスタイルが見直されてます。
木工品、クラフト品、和菓子やケーキ、家具、木札、革製品、食品、アイス棒等にオリジナルのデザインにて焼印を押すことによりお客様の独自のブランドを確立させる事が出来ます。
また、焼印を押した印影は、印刷とは異なり製品を見る人を暖かい気分にさせ、高級感や、昔ながらのどこか懐かしい雰囲気を漂わせる絶大な演出効果があります。古くから、家紋や屋号を入れた焼印は使われてきましたが、近頃では、お寺や神社、温泉、工房といった方々から、企業や公園、動物園、学校、ボーイスカウト、カフェと言ったところまで利用が広がっています。企業は、自社ロゴやキャラクター、FSC認証のような公的な部分での活用、自動車の販売会社の販促商品、オリジナル特産品、道の駅関係、観光用キーホルダーへの応用等、個人では、趣味の会やブログのURLの焼印、好きな動物や植物や果物や星座といった多義にわたり使われております。
メタルアートではそう言ったお客様の御希望に添ったデザインを自信を持って製作及び作成をさせて頂いております。サンプルページの方に製作試し押し致しました画像を載せておりますので一度ご覧頂ければ幸いです。
詳細につきましては、当サイトをご参考の上、お気軽にお問い合わせ下さい。スタッフ一同心よりお待ちしております。
 電気ゴテ式焼印と直火式焼印
電気ゴテ式焼印と直火式焼印



電気ゴテ、直火式等、焼印の種類と用途
焼印には、印面を温める方法の違いにより、電気ゴテと直火式があります。それぞれに長所と短所がありますので、使う目的にあった焼印を選ぶことが大切です。
電気ゴテ焼印は、半田ごてのような、電気で発熱する機械の先端に、金属の印面をとり付けて使う焼印で、バーナーやガスコンロといった生火を使うことができない場所での使用に向いています。電源の取れる場所では簡単に焼印を使うことが出来る事と、直接火を使わないために、初心者の方にもオススメ出来る焼印です。又、1本の電気ゴテで印面部分を取り替えての使用もできますので(電気ごてには種類と大きさあり、場合によっては取り替えて使用出来ない場合もあります。)お得な面もあります。
電気ゴテ式焼印のもうひとつの特徴と致しまして、温度コントローラを使うとダイヤルによる温度管理も出来ますので、プラスチックや布のように温度を抑えて使用する場合にも威力を発揮します。
逆に電気ゴテ焼印の短所としましては、電気ごての重さの分だけ、直火式焼印より重くなりますので、沢山の焼印を押す場合には、治具を使って重さを軽減する事が必要になる事がありますし、電源を入れてから印面が温めるのまで待たないとならないので作業時間が長くなる場合があります。
電気ゴテ焼印の種類
使う焼印の大きさとデザインによって、使用する電気ゴテの大きさが変わります。第一に、印面を十分温める事が出来る熱量が必要になります。又、印面のデザインに黒い塗り部分が多い場合には、少し熱量の小さい電気ゴテを使った方が綺麗に押せる場合がありますし、逆に印面が小さくても細い部分が多いデザインの場合には、熱量の大きな電気ゴテの方が良い場合もあります。大きさだけではなく、印面のデザインも関係してきますので、この点に付きましては、お問い合わせ頂ければ幸いです。
メタルアートで扱っている電気ゴテの種類に付いてご説明致します。
40W電気ゴテ
一番小さい、熱量の少ないタイプの電気ゴテです。持ち手の部分は木製で、5ミリの太さの軸棒に印面を溶接して使います。軽く取り扱い安いのですが、熱量が少ない為に、焼印の印面の大きさが20ミリ程度までの使用となります。
80W電気ゴテ
持ち手が木製の電気ゴテで、7ミリの軸棒に印面を取り付けて使用します。
小さな焼印で一番使われることが多い電気ゴテです。大体30~40ミリ前後の焼印に使います。
100W電気ゴテ
80Wより少し熱量の多い電気ゴテになります。80Wの電気ゴテでも使える位の大きさの焼印を一度に多く押す必要がある場合には、100Wをオススメ致します。
40Wから100Wまでは、持ち手が木製で同じようなデザインの電気ゴテになります。
150W電気ゴテ
150W電気ゴテから持ち手が黒い耐熱製のプラスチックにかわります。150W、200W、300Wの3種類が同じデザインです。軸棒が12.6ミリと太くなります。40ミリから50ミリ位の焼印に使用します。
200W電気ゴテ
軸棒が16ミリと太くなります。50ミリから60ミリ位の焼印に使用します。又、150Wから300W用の電気ゴテは小さな100W以下の電気ゴテに比べて電熱ヒーターの寿命が短く、ヒーターを交換する場合も半田付けの作業が必要になりますので、扱いが少し難しくなります。
300W電気ゴテ
一番大きな電気ゴテになります。19ミリの太い軸棒に印面をつけますので、重くて大きな焼印になります。大体、60ミリ以上の印面に使います。

直火式焼印
構造としましては、印面に金属棒が付いていて、木製の取手がついた形になります。ガスバーナーやガスコンロの火にかけて直接温めて使います。軽くて、取り回しが楽ですが、印面の加熱具合等、勘による所が多くなります。
金属棒を90度曲げるタイプと真っ直ぐな2種類のタイプがあります。
焼印の種類と用途
電気ゴテ焼印、直火式焼印のどちらも同じように使うことができますが、用途により向いている種類があります。
電気ごて焼印の方が向いている用途
1.温度調整が必要なものに焼印を使用する場合
樹脂やゴム、薄い布といったように比較的低めの温度で焼印を使わないとならない場合には印面の温度が一番の問題になりますので、電気ゴテ焼印で、温度コントローラを使うのが、最善の方法だと思います。
2.一度に大量に焼印を押す場合
同じ焼印を多くの物に押す場合には、電気ゴテ焼印の方が向いています。焼印を押すたびに印面の温度は下がりますので、直火式焼印の場合には、途中で加熱し直す必要があり、途中で加熱すると同じ印影で焼印を押すのは非常に難しくなります。その点、電気ゴテ焼印の場合には、熱が絶えず供給されますので、そのまま押し続けることができます。
3.火の使えない場所で焼印を使う場合
デパートの催事場や工場の一部では、直接、火を使えない構造の所があります。その場合、には、電気ゴテ焼印を使うことになります。
逆に直火式焼印が向いている用途
1.一度に少量しか焼印を押さない場合
例えば2~3個の物に焼印を押す場合には、温めるのまで時間がかかる電気ゴテ焼印よりも直火式焼印の方が向いています。2~3個程度であれば、再加熱しなくても押せますし、直接印面を炙る直火式の方が断然早くなります。
2.常に火がある環境で使う場合
ラーメン屋さんで、チャーシューに焼印を押すような場合には、常にコンロの火がついていますので、直ぐに炙って使える直火式焼印の方が好まれます。
お菓子屋さんの職人さんが使う焼印の場合、直火式焼印が殆どになります。その訳を聞いてみたことがあるのですが、昔から直火式焼印を使っているのでその方が使いやすい、軽くて棒部分を曲げて使えるので、手早く、多くに押すことができる。何種類かの焼印を使い分けているので直火式でないと時間がかかりすぎるとのご意見をもらいました。

焼印製造の方法
メタルアートでは、ロストワックス鋳造法で焼印を製造しています。ロストワックス鋳造法とは、元々は、宝飾品や精密部品を作る鋳造法で、精度の高い、複雑な金属製品を作る事に向いています。勿論、鋳造なので、金属を溶かして型に流して作る事になります。
焼印を作る工程
焼印に限らず物を作る場合には、どんな物を作るかがハッキリと決まっている事が前提になります。焼印のデザインが決まったら、3D切削機で元になる原型をモデリングワックスと呼ばれる固めの蝋を削って作ります。ロストワックス鋳造法とは、日本語で蝋型鋳造とも呼ばれ、蝋の型(原型と言います。)を埋没材(石膏みたいな物と思ってください。)の中に入れて固めてから、熱を加えて原型を溶かして出した隙間に溶けた金属を流し込んで鋳造する方法です。
デザインが決まり鋳造して焼印が完成するまでの工程を簡単に説明致します。
1.蝋型原型製作
決まったデザインを3D切削機で読めるようにDXFファイルに変換して、モデリングワックスを彫って原型を作ります。この時に、次の埋没作業の為に湯道と呼ばれる溶けた金属が流れる経路を蝋で作っておきます。
2.埋没作業
出来上がった原型に湯道を付けて、専用のゴム台にワックスペンと呼ばれる小さな電熱コテで蝋を溶かして付けます。その後、ゴム台にステンレスのパイプ(鋳造リングと言います)を被せて、水に溶いた埋没材を鋳造リングの中に入れて埋没材が固まるのを待ちます。
3.電気炉の中で加熱する。
鋳造リングのゴム台を取ってから、鋳造リングを電気炉に入れて徐々に加熱していきます。最初に埋没材を乾燥させて、次に蝋を溶かして流しだし、最後に埋没材を焼固めます。焼固めた鋳造リングが熱いうちに、鋳造機にセットして溶かした金属を流し込みます。この時の鋳造リングの温度が鋳造の出来の善し悪しに影響しますので、細めのデザインの多い焼印の場合は少し高めにして、太い箇所の多い場合には少し低めにします。数分後、鋳造リングを水の中に浸けて急冷すると埋没材が取れて焼印の印面が出てきます。
出来た印面に電気ゴテ焼印の場合は、専用棒をロウ付けして固定します。直火式焼印の場合は、穴を開けてネジを切って金属の軸棒(おネジになっています)を差込、取手をつけて完成です。
90ミリ以上の大きな焼印の場合
大きな焼印の場合には、全ての工程をメタルアート内で行うことが出来ない場合が出てきます。これは製造設備が小型で概ね100ミリの円内に収まるものまでしか対応出来ない為です。そこで大型の焼印を製作する場合には、焼印のデータを作ってから、外注にだして製作をお願いすることになります。又、外注でお願いすると、一般的な砂型鋳造という方法での製作になる為に、木型屋さんに頼んで木型を作ってもらい、鋳物屋さんに頼んで鋳造すると言う2つの外注工程が入ってくる為に納期が通常より長くなることと、価格も少し割高になります。それと90ミリを越える大きな焼印の場合、大きな印面を温めることの出来る電気ゴ テがありませんので、直火式焼印での製作のみになってしまいます。


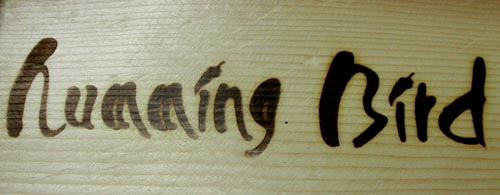
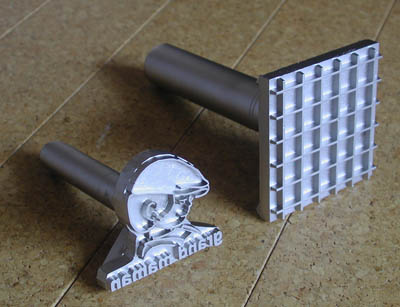
上の画像は200mmの大型焼印の画像です。左は、ハミングバードという印面部分が見えるように正面からのもので、中央は、焼印に軸棒が2本ついていることがわかるように側面から撮りました。200ミリの焼印ですと、加熱した時に熱で反るのを防ぐために、台座部分を含めますと厚さが20ミリ近くになり、かなり重さもありますので、両手でもって焼印を押すように2本の軸棒と握りをつけました。右は、実際に木板に試し押ししたものですが、厚さ3ミリほどの板でしたので、熱で多少反ってしまいました。

オリジナル焼印のご注文について
お客様に満足頂けるより良い焼印をなるべくお安くご提供できるようにする為に、ご注文頂く前に知っておいた方がよい情報やご注文方法をお知らせ致します。
デザインと大きさについて
焼印価格は、大きさとデザインによって変わってきます。印面が大きくなるとその分価格が高くなることは想像できると思います。でもデザインによる価格の変動がある事はあまり知られていませんが、デザインが複雑になるにつれて最初の蝋型を彫る時間も長くなりますし鋳造がうまく行かない確率が高くなるためです。お客様から、どのような形でデザインを貰えるかも焼印オーダー価格に影響します。例えば、手書きのデザインより同じものを作る場合ですと、一度、デザインし直して、切削機が読める形式のDXFというファイルにする必要が出てきます。同じように、画像ファイルから製作する場合もデータの作成が必要になります。手書きでも、ラフなデザイン画からでも焼印を作る事は出来ますが、出来るだけ綺麗で大きな画像やファイルの方が、修正の手間が省ける分だけ焼印の価格を安くできます。近年、似顔絵や顔の焼印、サインの焼印の注文もありますが、お手数ですが、似顔絵の場合には、メタルアートでは、似顔絵を書けませんので、似顔絵を書いてくれるサイトの方に頼んで、出来た似顔絵を送ってもらうことになります。 一応、写真から似顔絵を抽出できるソフトは備えていますが、あまり似ていないとの指摘がありましたので、ご自分で用意して頂くようにお願いしております。似顔絵ではなく、顔を焼印にしたい場合には、顔写真を送ってもらえればメタルアートの方で焼印用のデザインを作成します。サインについても同様
です。
焼印のデザインと関係してきますので、書体と印面の外形についてもふれておきます。
書体ですが、文字に極端に細い線がある明朝系の書体の場合には、小さな焼印を作れない場合がでてきます。メタルアートでは鋳造で焼印を作っている為に最低製作線幅が0.5ミリ以上必要になりますので、線幅の極端に細い書体は線を太くしたりしての製作になってしまいます。
焼印の外形ですが、円や正方形が一番押しやすい形になりますので、始めて焼印を使う場合には、円形か正方形の焼印をオススメ致します。又、電気ゴテ焼印の場合には、電気ゴテの棒部分から熱が供給されますので、極端に細長い焼印の場合、真ん中部分の印影が濃くなり端端の印影が薄くなる事があります。熱源からの距離の違いによる事でおこる現象で、この現象をなるべく防ぐために、極端に細長い焼印の場合、印面の台座部分を通常より厚く製作して、熱量の大きめの電気ゴテをオススメする場合があります。
使用目的
木板や革に押すのが一般的な焼印の使い方ですが、食品に使用する場合には、用途をお知らせ頂ければ、用途にあった仕様で焼印を作ります。食品の場合、表面が凸凹していて柔らかい為に、焼印の印面を通常より深く彫ることがあります。パンやどらやきの場合には4ミリから6ミリ位の彫りが多く、蒲鉾屋さんの場合には、10ミリの彫りにするところもあります。又、ゴムタイヤ用の焼印仕様もあります。
焼印を押す対象が、割箸やアイスのスティク等の小さな物の場合には、定位置に綺麗に押す為に焼印スタンドや固定用の治具が必要になる場合もあります。又押す素材の材質、形状や方法により作り方が変わる場合もありますので、使用目的がわかっていればそれに合わせてのアドバイスも出来ますので、使用目的をお伝え頂ければ助かります。
 おやきに焼印を押しました1
おやきに焼印を押しました1



焼印を使えるか不安な場合は
綺麗に焼印を押すことは、結構難しく、何度か試し押しして慣れてもらわないと押せない事もあります。老舗の和菓子屋さんには、焼印を押す専門の職人さんがいるくらいなので、押す物によっては、初心者の場合難しい事がありますので、不安を感じる場合には、貸代用の焼印を準備しておりますので、一度、ご自分で試してみる事をオススメ致します。
貸出用の焼印は、直火式、電気ゴテ焼印どちらも数種類用意しており、貸出料金は無料となっていますが、返却時の送料はお客様負担でお願いしている事と、発送時に、レターパックプラスで発送いたしますので、返却時に新しいレターパックプラスを1枚同封頂けるようにお願い致しております。
製作出来ない焼印につきまして
せっかく、ご注文頂いても製作をお受けできない場合もあります。版権のある企業のロゴや人気キャラクターの焼印を作りたいとのご要望がありますが、実際に版権を持っている方からの注文以外の場合には、使用許可の確認をお願いすることがあります。焼印は、印鑑同様の扱いを受けており、過去に、製作途中で中止になった事があります。
複数本割引や定期購入による割引販売もあります。
同じデザインの焼印を一度に複数本製作する場合には、複数本割引があります。焼印の原型を作った時に、原型のゴム型をとることにより、同じ焼印の原型を簡単にいくつでもコピー出来るのでその分、原型製作費が安くなりますので、安くなった分をお客様に還元しようということで始めました。割引率は、一度に作る本数や大きさにより変わってきますので、お問い合わせ頂く事になります。
同じような、割引に定期購入による割引があります。この割引は、同じ焼印を多く使う業者さん向けになります。焼印は消耗品で、頻繁に使うと寿命が短くなり、印影が綺麗に押せなくなります。そこで1月に何本がづつ定期的に発送する仕組みをとらせてもらっています。このサービスの場合、鋳造の炉に空きのある時に合わせて製作しておくことにより、通常よりかなりお安く焼印をご提供出来て、いつでも綺麗な印影で押せる事になります。月1本から受付致しております。1本の製作でも急がないお客様で納期が3週間位になっても良い場合には、鋳造に余裕がある時点で作る事が出来ますので通常より1~2割お安くお届けできます。各種割引につきましては、ご一報頂ければ金額提示させて頂きます。
今お使い中の古い焼印からの製作の場合
今、お使い頂いている焼印で消耗が激しくなってきて取り替えをお考えの場合は、別の会社で作った焼印でも、作り変える事ができます。勿論、昔の焼印で今はデザインがないものでも可能です。この場合、焼印を押した物の写真やお使いの焼印の印面の写真をお送り頂いての製作になります。印面の欠けが大きくて、デザインが良くわからない場合には、こちらで何度かデザインを作り直して、お客様の了解を得た時点で製作にかかりますので、ご安心してお問い合わせ下さい。

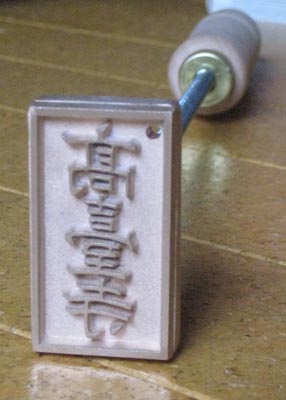
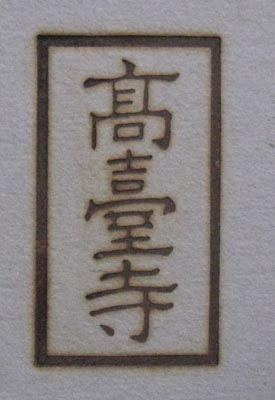
上の写真は、作り直した焼印についてです。左は、お借りした古い焼印で、この焼印の印影を読み取って再生したのが真ん中の画像です。再生した焼印の試し押しをしたのが、右の画像になります。
海外で使用する焼印を製作する場合
近年、和食ブームの影響か海外からのお問い合わせがあります。大部分は日本の商社や海外で飲食店を営業している日本の会社からの依頼です。直火式での製作の場合には、どこで使ってもあまり変わりはありませんが、電気ゴテ焼印の場合は、地域により、電圧やプラグの形状が違ったりしますので綿密な打ち合わせが必要になってきます。大きく別けて海外の現地で電気ゴテ焼印を使う場合には、2つの方法があります。一つ目は、日本の電気ゴテを使ってもらって現地の電圧やプラグにあうアダプターを使ってもらうことです。只、この場合現地で実際に使ってもらうと、熱量が足りなかったり、ヒーターの寿命が極端に短くなる等
の問題が発生する場合が多いようです。又、修理の必要が生じた時に日本まで送り返す必要がでてきます。
もう一つの方法は、実際に海外の現地で売っている電気ゴテを購入してもらいそれに合わせた印面を作ることです。只、メタルアートで直接、現地で売っている電気ゴテを買うことはできませんので、お客様の方で用意してもらい、送って貰う形で製作にかかります。この場合、現地の電気ゴテの性能が日本製と違いすぎる場合が多々あり、何種類かの現地の電気ゴテを送ってもらってその中から選ぶこともあります。そのような理由から、海外で使う電気ゴテ式の焼印を製作する場合、ある程度の納期と打ち合わせが必要になります。

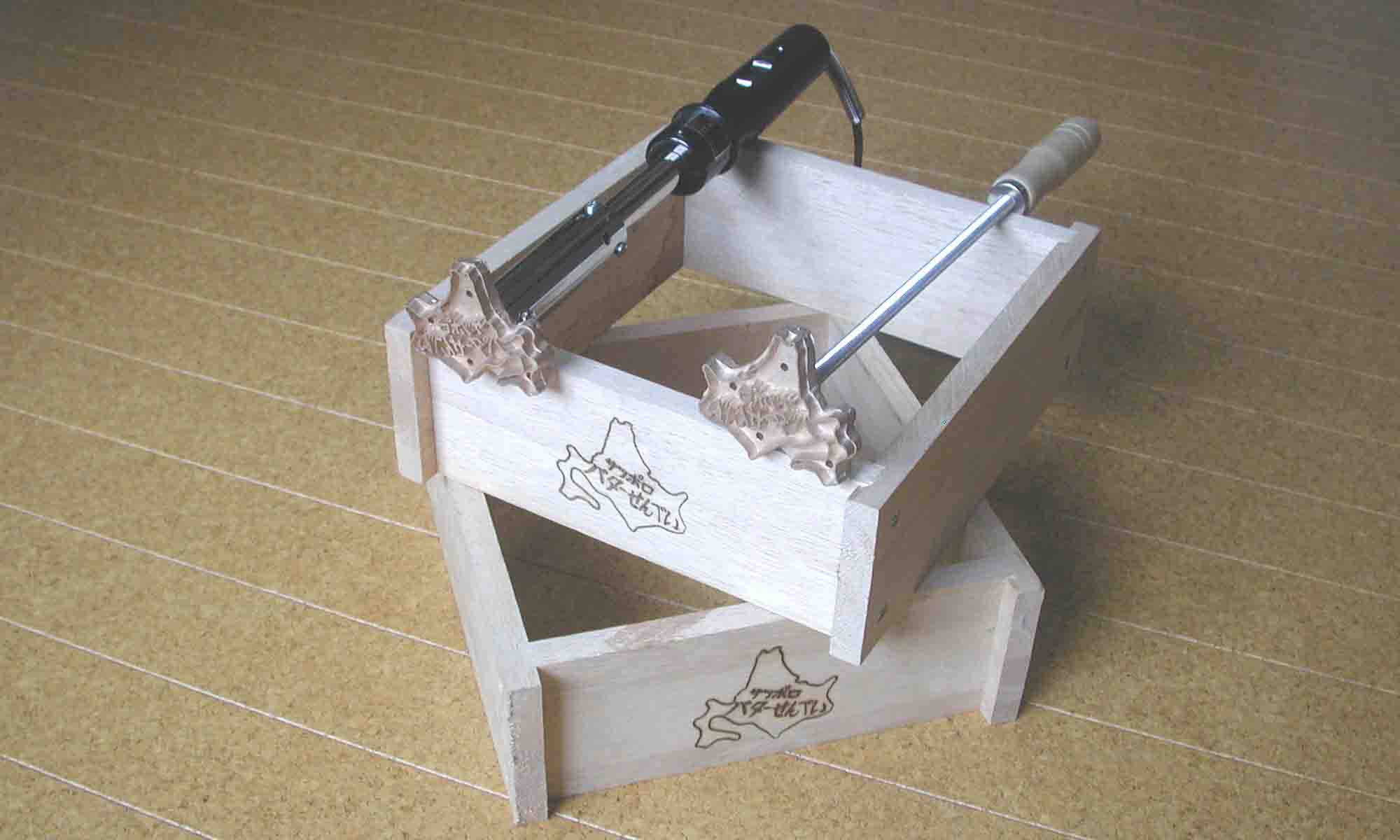
焼印スタンドや固定用治具、特種な焼印について
決まった位置に正確に焼印を押す場合には、手で焼印をもって押すのは大変難しく、特に数を押す場合には、失敗する確率が高くなりますので、色々な工夫が必要になってきます。そんな場合には、焼印スタンドがお役に立ちます。勿論、直火式の焼印では使えませんので電気ゴテ焼印を対象にしての焼印スタンドになります。又、絶えず火に入れて使う場合や、食品工場等で衛生基準に沿った使い方をする場合も仕様を変えた特種な焼印のほうが良い場合があります。
焼印スタンド
革のキーホルダーを作る為に焼印を押す場合や、割り箸、アイスステック等の小さな物に正確に押す必要がある場合には、焼印スタンドを使うと効率的にロスを抑えて作業ができます。焼印スタンドの使い方には大きく分けて2つの方法があり、1つ目は、まな板や鍋敷きの様な大きな物の一部分に焼印を押して使う場合には、微動調整テーブルのない、普通の焼印スタンドが向きます。スタンドに電気ゴテ焼印を固定して、台座部分にまな板の押したい部分を乗せて手で動かして、位置を調整して焼印を押します。(この使い方の場合、焼印スタンドAタイプの使用になります。)もうひとつの方法は、小さな木札や割り箸の様な小さくて正確な位置に焼印を押す場合ですこの場合、微動調整テーブル付きの焼印スタンドが向いています。(焼印スタンドBタイプになります。)少し大きな、まな板の様な物の場合には、焼印本体をスタンドで固定して、押すものを動かして位置合わせをすれば大丈夫でしたが、割り箸のように小さくなると、押すもの自体も正確な位置に固定する必要がでてきます。そこで、治具が必要になります。押すものの形状にあった治具をスタンドの微動調整テーブルに固定してX軸、Y軸の微動ツマミを動かしながら、位置決めして貰えればあとは、治具の上に押したい物を載せ替えて押せば同じように定位置に押すことが出来ます。このように押すものの形状にあった治具の製作もしております。治具は殆ど3Dプリンタを使用して作っていますので、押すものの形状ぴったりの治具をお安くご提供することが出来ます。
特殊な焼印
1.焼印の印面に関する場合
メタルアートでは普通、真鍮を素材にして焼印を作っています。その理由は、真鍮は銅と亜鉛の合金で、銅の熱伝導率の良さ(熱を伝えやすい)と真鍮の加工性が良いので、細かなデザインの焼印が作れることが主な理由ですが、短所として、鉄に比べて融点が低い事と対磨耗性が劣ることです。真鍮の融点は900度前後(合金の割合により変わります。)ですが600度から700度位で強度が落ちます。只、電気ゴテ焼印の場合は、印面の温度が500度前後までしか上がらないので真鍮でも大丈夫ですが、直火式焼印でたえず火の中に焼印を入れて使うような場合には、融点が高い鋳鉄性の焼印(鉄の融点1538度)の方が向いています。
そこで、このような場合には、チタン製の焼印をオススメしています。チタンの融点は鉄よりも高く1668度で、比重も小さい為に軽く扱いやすい直火式焼印になります。このように熱に強く対磨耗性も良いチタンですが、熱伝導率が極端に低く(鉄が80.4でチタンが21.9)温まりにくい金属なので、電気ゴテ焼印には向きません。この熱伝導の低さをカバーしてチタンの特性を生かした焼印がコンビ焼印になります。コンビ焼印は印面部分をチタンで作り、その周りを熱伝導率の高い銅合金で包み込む事により、熱伝導率の低いチタンを電気ゴテ焼印で使えるようにしたものです。工場のような、大量に焼印を押す場合に、真鍮や銅合金の焼印では印面の寿命が短く、交換回数が増えるためにコンビ焼印を使います。
逆に、融点が低いアルミニウム合金で焼印を作る場合があります。アルミニウムは融点が低く(660度)焼印には向かないと思われていますが、食品等にくっつきにくい特性がありますのでくっつき易い食品用の焼印にあえて使うことがあります。勿論、電気ゴテ焼印での使用で温度コントローラを使い温度が上がり過ぎないようにしての使用になります。このように、金属の特性を生かした焼印作りも必要になります。

もう一つ特種な焼印として、メッキ焼印があります。この焼印は普通の真鍮の焼印に特種なメッキをすることで、衛生上の考慮や、対磨耗性の向上を図ったものです。食品工場での焼印の場合、衛生面に十分考慮する必要があり、その為に、食品機械用の特種なメッキをします。B-inメッキ(㈱三和メッキ工業さんの技術です。)という食品衛生法に準拠したメッキをオススメします。このメッキ、食品衛生法に対処しているだけではなくメッキ自体の強度、対磨耗性が高いので焼印の印面の磨耗防止にも役立ちます。ある蒲鉾を作る工場で使っていますが、定期的にメッキをし直す事により、焼印本体の磨耗性を防いでランニングコストの削減に利用しています。
上の写真は、b-inメッキした焼印で、左側は、お菓子に押すためにこびり付きを防ぐ目的でメッキしました。右の焼印は、蒲鉾にマス目を入れるためのもので、耐久性向上の目的でメッキしたものです。
メッキとは、少し違いますが、こびりつき易い食品用に、印面のテフロン加工を行う場合もありますし、お祝い用に金メッキを施した焼印も製作しております。
2.印面が球面になっている焼印
普通、焼印は、印面部分が平らになっています。鋳造で焼印を作る場合にはどうしても微妙な歪みが出てしまうので定盤の上で平らになるように研磨する位です。所が、丸い面に焼印を押したりする場合には、あえて印面を球形にすることがあります。ただ、どんな場合でも球面にするのが良い訳ではなく、焼印で普通に丸い木の棒(太鼓のバチ等)に押す場合は、印面が平らになった普通の焼印でないと上手く押せません。(球面の焼印の場合、全く同じ曲率の球面以外は綺麗に押せません)どのような場合に、印面が球面になった焼印を使うかと言いますと丸い饅頭に部分的な模様のあるデザインの場合などです。饅頭の丸い面に触れないように、彫りを深くして焼印を作ると饅頭の中央部分が太く濃くなってしまう事がありますので、印面の彫りを深くしただけではうまく押せないような場合に用います。実は、平面の焼印は、2Dの平面データの高さをつけただけの2.5Dというデータで切削していますが、球面の焼印を作る場合には、完全な3Dデータを作らなければならないのでデータ作成の時間が増大しますので、焼印の製作金額はかなり割高になります。
3.焼印の構造や仕様が特種な場合
店名と屋号やロゴの一体になっている焼印を作る事が多いのですが、用途によって、店名だけを押したい、あるいは屋号だけを押したいというように一部分だけを除いて使用する場合がでてきます。普通は、必要な本数だけ焼印を作る事になるのですが、別々に使う頻度が少ない場合には、コスト的な問題もでてきます。そのような場合には、組替式焼印を使う方法があります。組替式焼印とは、印面を台座部分にネジで固定できるようにした焼印で、例えば、ロゴと店名を別々に作って、必要な時には、1つにまとめて焼印を押すという使い方ができる焼印です。勿論、良いことだけではなく、短所もあります。短所としては、台座部分
を大きくする必要があるために、焼印自体が重くなることと、余計な部分も加熱することになりますので、加熱するのに時間がかかり、電気ゴテ焼印には、あまり向かないので、直火式焼印になることです。
直火式焼印と電気ゴテ式焼印の良い所を繋ぎ合わせたような焼印が、ガス直火式焼印です。
この焼印、ガスバーナーに印面を取り付ける事ができるようにした焼印でガスバーナーで炙りながら焼印を押すことが出来ます。取り扱いには慣れが必要になりますが、使い慣れれば便利な焼印です。ガス直火式焼印には、市販されている普通のガスバーナーに取り付けるタイプと専用のミニトーチに印面を取り付ける2種類のタイプがあります。
ミニトーチに付けるガス直火式焼印の場合には、ガスライターの補充ガスをミニトーチの後部に供給しての使用になります。ガス直火式焼印も電気ゴテ焼印同様に印面を付替えて使用する事が出来ます。