
目次
食品用に向いた焼印
深彫り焼印
一般的に、標準とされている焼印の彫りの深さは、3ミリですが、使用目的や押す素材の状況により彫りの深さを変えた方が良い場合があります。
食品の場合でも、柔らかさや焦げ付きやすさにより彫りを深くする場合があります。焼印を作る前に何に使用するかをお尋ねする場合がありますが、その場合2種類の考えに基づいており、一つ目は印面のデザインが細かくて、押すことの出来る素材と押すことが難しい素材があるようなデザイン的な場合ともう一つは、
印面のデザイン的には、難しくなくても食品や柔らかい素材のような、押す素材により違いが出てくる場合です。食品の場合、押しやすいような食品(食パンやどらやき等)の場合は、デザイン的に細かなものを除いて3~4ミリで彫ります。
すこし押しにくい蒲鉾場合や、細い部分が多く印面が食品にめり込みやすいような場合は6ミリ前後彫ることになります。大型の食品機械のような熱容量が大きな場合には、10ミリ彫る場合も出てきます。



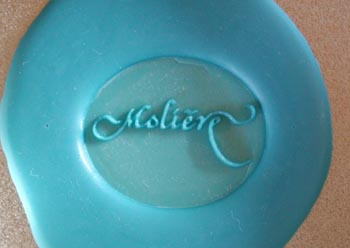
上の画像は、それぞれ深彫りにした焼印で、左の焼印は、深彫りと言っても台座部分まで同じく彫ったもので、柔らかいチーズケーキ等に向いていますが、このメガネのような単調なデザインの場合には可能ですが、複雑なデザインの場合には、鋳造工程自体の問題で製作できない場合も出てきます。
中央の招福開運の焼印は6ミリの深彫りにしたものですが、どらやき用の焼印でも3ミリを指定してくるお客様も6ミリを指定してくるお客様もいますので、使う人が使いやすい彫りの深さがあるのだとおもいます。
右のめでたい!の焼印もどらやき用に6ミリの深彫りにしたものです。深彫りにした場合には、押しやすいメリットもありますが、細い部分の立ち上がりが多くなりますので、強度が弱くなるデメリットも出てきます。
表面処理
食品用の焼印の場合、他にも色々な対応が必要な場合が出てきます。例えば工場で使用する場合には、食品を扱うための保健所の許可の問題から、食品衛生法に基づいた設備をする必要があります。その場合、食品機械用に認可されているメッキ処理をすることもあります。b-inメッキはその代表的なメッキで、メッキ強度も高く、食品がこびりつきにくくなり、焼印の印面の洗浄も楽になりますのでオススメのメッキ処理です。



上の写真は、表面処理の一つのb-inメッキを施した焼印の写真です。
左は、直火式焼印にb-inメッキしたもので、食品がくっつかなくなり、手入れも簡単になります。中央の写真の2本の焼印は100Wと200Wの電気ゴテ焼印にメッキしたものです。焼印の印面自体が出来上がってからメッキ屋さんにメッキをお願いいたしますので、軸棒部分までメッキされることになります。
軸棒部分までメッキすると、電気ゴテのヒーター部分と軸棒の焼付を防ぐことができますので一石二鳥となります。
右の写真は蒲鉾用の300W電気ゴテにつける印面のb-inメッキ画像です。
他の表面処理としまして、b-inの他に、テフロン加工や、お祝いや結婚式で使う為に金メッキした焼印も製作致します。
ガス抜き穴
焼印を押した時に、印面が当たった部分は高温になり焼けるために、高温のガスが発生します。食品の場合、焦げやすい素材が多いことから、発生した高温ガスを効率的に排出する必要が出てきます。その為に焼印の印面にあける穴がガス抜き穴と呼ばれるものです。通常、ガス抜き穴は必要に応じて1~3個程度あけますが、あまり多くあけすぎると空気に触れる表面積が大きくなり、印面が温まりにくくなりますので注意が必要です。又、穴をあける場所が取れない場合や印面の表面部分しか使わない場合には、横から補助穴をあけて高温ガスを逃がす場合もあります。


上の画像は側面に補助のガス抜き穴を開けた焼印の画像です。
左は、焼印の印面を正面からみたものですが、綺麗な印影を作る為に、文字の細かな凹み部分にもガス抜き穴をあけました。この場合、ガス抜き穴を非常に細いドリルで穴あけするために台座部分まで貫通させようとするとドリルの刃に負荷がかかり折れますので、側面に補助のガス抜き穴をつけました
この焼印の場合、機械に取り付けて押すために、表面の3ミリ程度しか、蒲鉾に触れない為に横に穴を開けることが出来ました。
球面の印面
平らな印面が焼印の基本ですが、必要に応じて球面にして作る事もあります。
球面の印面は、一見致しますと丸い素材に有効に思われますが、丸い面の曲率が同じでないと使い物にならないことがありますので注意が必要になります。
前に太鼓のバチに焼印を押すので、球面の焼印を作りたいとの話で、現物の太鼓のバチを送ってもらい、そのバチに合わせて球面の印面を作りましたが、実は製作していた太鼓のバチが手作りで、1つ1つ球面の曲率が微妙に違うことからうまく焼印を押すことができなく、平面の焼印を作り直した経緯があります。
思ったよりも球面の焼印は押すものが限定されますので、特別の場合以外はオススメ致しておりません。
今回の焼印は饅頭に押すもので、饅頭の山型になった部分に印面が触れないように深く焼印を押したいとの事で製作致しました。



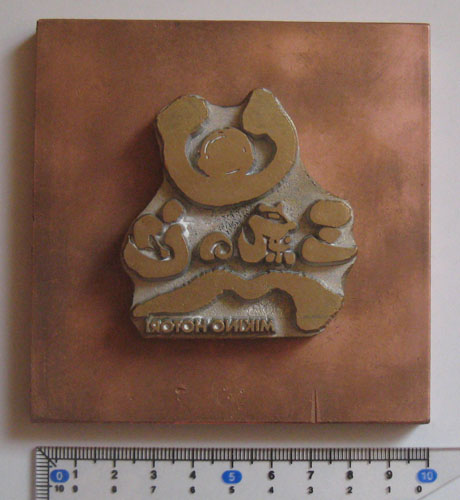
上の写真は札幌のテレビ塔さんの焼印画像です。左は正面から見た画像で、曲面は判断できないと思います。中央の写真は横から見たもので台座部分が曲面になっている事がわかると思います。右の写真は上から見た画像です。わかりにくいかもしれませんが、目、鼻、髭、口の部分も曲面になっています。
タイヤ用焼印
あまり聞きなれないかもしれませんが、タイヤにも焼印を使うことがあります。
普通は、タイヤと作る金型に必要な文字を彫り込んで、加熱プレスして作りますが、個別に違った番号や記号を入れる場合があり、その場合には、いくつも金型を作るのは不経済で実用的でないために、焼印を押して代用致します。
タイヤに押すために焼印の印面の深さも必要になり、強い力で押すために強度も必要になります。



写真左はタイヤに焼印を押すための工業用電気ゴテです。残念ながら、200V動力を必要としますので、メタルアートでの試し押しはできませんでした。
中央は、工業用電気ゴテの先端部分に作りましたタイヤ用焼印の印面を取り付けた所です。右の写真は、印面を固定するための金具を取り付けたものです。
印面、素材別の焼印
使い方や押す素材の違いにより、焼印の材質自体を変えることもあります。
焼印は一応、直火式焼印と電気ゴテ式焼印の2種類に大別されますが、それぞれの使い方や環境によって印面の素材から変えないとならない場合が出てきます。
常時火の中で使う直火式焼印
直火式焼印は、使うときにバーナーやガスコンロで加熱して温めて使うことを前提に作られていますが、ラーメン屋さんでチャシューに押す焼印の場合には、常に使えるように、鍋の火にかけたままで使用するお客様もおられます。この場合普通の銅合金製の焼印ですと消耗が激しく直ぐに使えなくなる場合がありますので、熱と酸化に強い素材のチタンで焼印を作る事があります。


上の2枚の写真はチタン直火式焼印のものです。熱に強いチタンの焼印の場合には、印面を取り付ける棒部分も熱に強いステンレス棒を使います。
常時、過酷な環境で使う焼印
焼印を工場で、常時電源をいれた状態で連続使用する場合も出てきます。
この場合、熱伝導率の悪いチタン焼印をそのまま電気ゴテ式にして使うことができない為に熱を伝えやすい銅合金でチタン焼印をくるみ込んで電気ゴテ焼印として使えるようにする場合があります。これをメタルアートではコンビ焼印と言っています。チタンは自社で鋳造できませんので、外注にお願いしますが、コンビ焼印の場合には、外注からできてきたものをもう一度、鋳造し直して作るので時間がかかり、その分、費用も高くなります。

上の写真はコンビ焼印を撮ったものです。写真の黒い部分はチタンで出来ています。その下の部分は銅合金ですが、銅合金の中にチタンで出来た台座を埋め込むように鋳造してあります。
くっついたり、焦げ付きやすい物の焼印
柔らかいゴム状のものや糖分が多いくっつき易い食品といったような印面に影響を与えるようなものに押すためにあえて熱に弱いアルミ合金を焼印に使うことがあります。アルミ合金は、熱には弱いですが、物がくっつきにくく、くっついた物が取れやすい性質があります。只、融点があまりにも低いので、直火式焼印では使えませんし、電気ゴテ式焼印で使用する場合でも、温度コントローラを使わないと印面を損ねる恐れがあります。



上の写真は、餅でできたくっつきやすいお菓子に押すために製作しましたアルミ製の焼印です。左と中央の2つは軸まで総アルミで一体鋳造した焼印です。電気ゴテの電熱部分に軸棒が入るので温度コントローラのダイヤルを絞って温度を下げて使わないとアルミの軸棒部分が電熱部分に固着する可能性があります。
右の焼印は、軸部分を銅棒にして、その軸棒を長めにして電熱部分より遠ざけて使えるようにしたもので、軸が銅棒のこのタイプの焼印の場合、温度コントローラを使用しなくても使うことができます。
構造の異なる焼印
普通の直火式焼印や電気ゴテ焼印と構造の違うタイプの焼印を紹介致します。
印面が取替られる焼印
印面部分を取り替えることの出来る直火式焼印の組替式焼印について紹介致します。ロゴや文字を組み合わせて1つの焼印のデザインにすることはよくありますが、時によってロゴ部分の焼印や文字部分の焼印も必要になることがあります。
本来なら、必要な本数を作ってもらえれば嬉しいのですが、予算の関係もあり無理な場合も出てきます。そのような時に部分的に組替えることが出来る焼印があればということで組替式焼印を作りました。只、今のところ直火式焼印のみの対応です。



上の写真は組替式焼印のもので、左側は、築地と山長の印面2個をつけた状態で中央は、築地の印面を端に付け、右の写真は、山長の印面を中央につけた状態です。 印面は、コテの裏側からネジ止めして固定します。
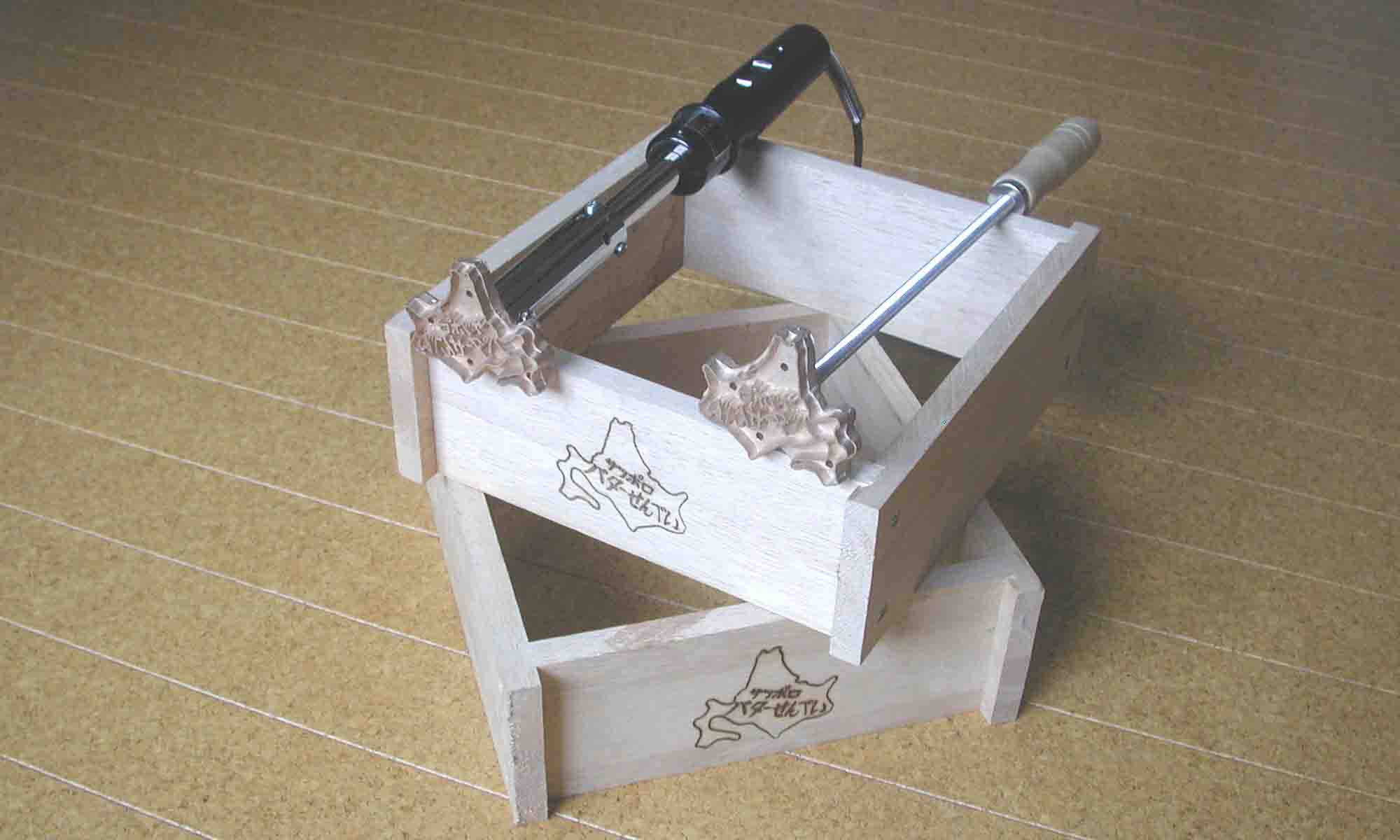
箱屋さんが木箱に焼印を押すための大型のホットプレス用の焼印も製造致しています。仕組みは普通の電気ゴテ焼印を変わりませんが、印面の彫りを深くすることと(8ミリ前後)、機械に取り付けるために専用の銅板に裏面からネジ止めして固定します。今回は銅板も用意して印面を取り付けました。

上の写真は、大型ホットプレス用焼印で、10cmの厚い銅板取り付けてあります。銅板は別の焼印を取り付けることもありますので、決まった位置にネジ穴を開けて汎用性を持たせております。
封蝋用の焼印
焼印とは言えないかもしれませんが、手紙の口に溶かした蝋を垂らしてその上から金属の印を押し当てて封をする封蝋印も作ります。直火式焼印の棒部分を極端に短かくしたような構造で、印面の彫り自体は0.5ミリ~1ミリ程度の浅い彫りにします。


上の写真は、鋳造用のワックスに押した封蝋印の印影です。左と中央は、大きさが約7ミリの小さなもので右側は幅25ミリの大きなものです。