ウインナー、ソーセージの焼印作り
時期が過ぎてしまいましたが、ハロウィン用にハムやソーセージに押す為に製作しました焼印をご紹介いたします。今回の焼印は、まんさく工房様からの依頼で製作したもので、まんさく工房様は、牛肉や豚肉、鶏肉等の販売や加工品の販売をしています。私も肉好きなのでホームページを拝見しつつ舌つづみをうっていました。
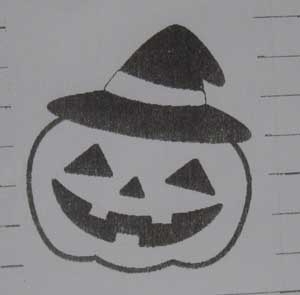
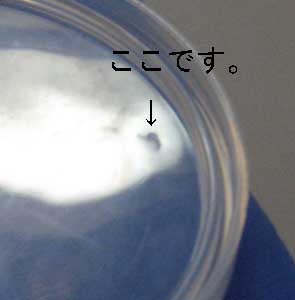
上の写真は製作用のファックスでもらった画像です。帽子の白い部分の線が細すぎて作るのが難しかったので調整してデザインを確認頂き製作にかかりました。

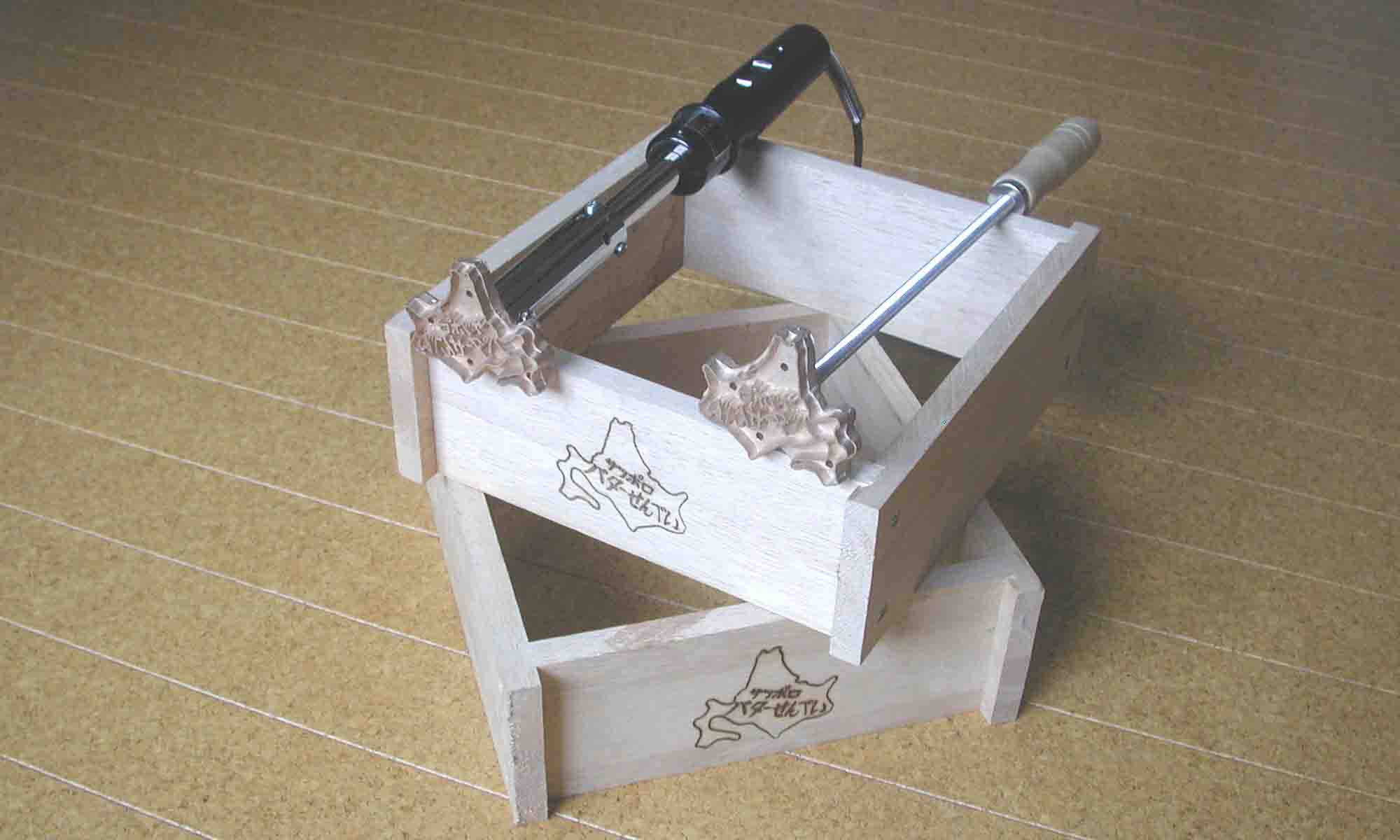
食肉に押す仕様で出来上がった焼印です。印面の彫の深さは6ミリと深めにしてあり、押す肉が柔らかい事から、台座部分も触れないようにオフセットをゼロにして作りました。ガス抜き穴をつけて、直火式の棒部分も太めの8ミリにしました。

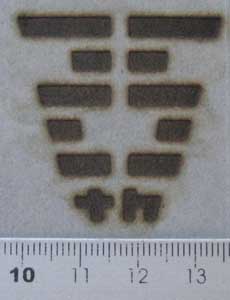
出来がったまんさく工房様の焼印を試し押しで厚紙に押した時の画像になります。
まんさく工房様から頂戴した焼印画像
焼印を納めた後にまんさく工房様から実際に押した時の画像を頂戴いたしましたので掲載します。
ポークソーセージへの焼印画像
まんさく工房様のポークソーセージという商品に今回作りました食品用お化けカボチャの焼印を押した画像です。

ポークソーセージに焼印を押してから真空パックに詰めた画像になります。印面を6ミリと深くしたことと、台座部分をカットした事により必要なデザイン部分だけが綺麗に押せました。
ぐるぐるウインナーへの焼印画像
ぐるぐるウインナーという商品に押した画像ももらいました。ぐるぐるウインナーとは、ウインナーソーセージを巻いてカタツムリのようにしたものです。

上の写真は3本のぐるぐるウインナーへ焼印を押し、真空パックした画像です。

拡大した画像ももらいました。ウインナーソーセージの巻き目の凸凹部分はデザインが途切れていますがカボチャのイメージは伝わると思います。
今回製作頂きました焼印は時期物になりますので、次回のハロウィンまで出番はありませんが、来年も使って頂ければ幸いです。